
Insert Molding involves heating thermoplastic resin to a molten state and injecting it into a steel mold. There are two ways to accomplish this, insert molding and overmolding.
What is Insert Molding?
Insert molding is a manufacturing technique that involves encasing an established part, typically metal, with thermoplastic resin to create a single, integrated unit. Examples of insert molded applications include electrical wire harnesses, multi-lumen catheters, knife blades, and screwdrivers.
Get A Free Insert Molding Quote
This process not only lowers assembly and labor expenses but also grants manufacturers greater design flexibility without requiring any sacrifices in the structural integrity of the part. Insert molding is revered as one of the best methods to manufacture lightweight and compact parts that are reliable, durable, and fully functional.

The injection molding process starts by introducing thermoplastic resin into a hopper. The resin then undergoes heating, reaching temperatures ranging from 300° to 650° Fahrenheit, causing it to melt. Once in a molten state, it is then pressurized and injected into a sturdy steel mold.
Thermoplastic and thermoset resin are the two main types of plastic used for insert molding. The difference is that thermoplastic can be reheated multiple times while thermoset cannot. For example, a milk jug is a thermoplastic, while a tire is a thermoset.
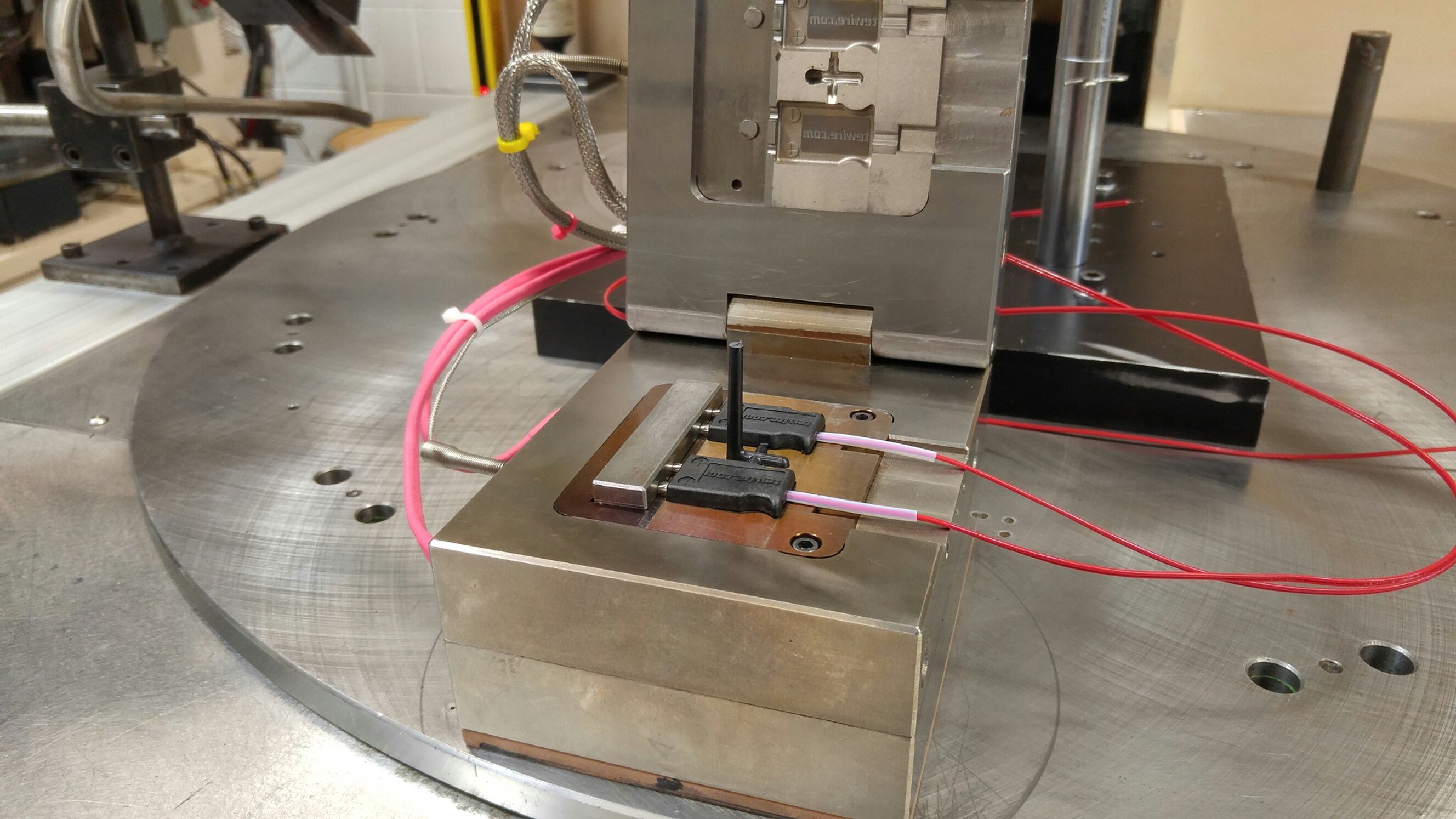
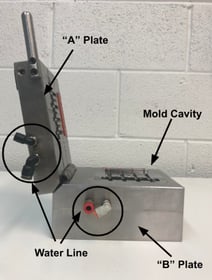
The mold tools used for insert molding and overmolding are made up of steel plates, water lines, ejection pins, and other components as needed. A simple open-shut mold can be pulled apart without any slides or other components getting in the way.
Mold Inserts
Molding inserts are the established, or pre-formed, parts that the thermoplastic resin will mold around during the insert molding process. These require special attention, as not all parts may be suitable, so they have to meet strict temperature and pressure resistance requirements.

Successful insert molding shouldn't alter the structure or the shape of the insert in any way. However, inserts typically need undercuts or bosses to provide better retention strength with the molded plastic.
Another consideration is if the mold can close off to the insert so that the plastic doesn't blow past the insert during manufacturing, causing a flange or additional plastic that needs to be trimmed off.
What is Overmolding?
Overmolding differs from insert molding as it involves the use of two separate materials to produce a single molded product. Overmolding is still a part of the injection molding family and deals delicately with the molding insert. A common use case for this specific type of molding is cable overmolding or micro molding.

Overmolding, is an effective manufacturing approach employed by industries to manufacture complicated components that are too complicated and uneconomical to produce using a single molding process.
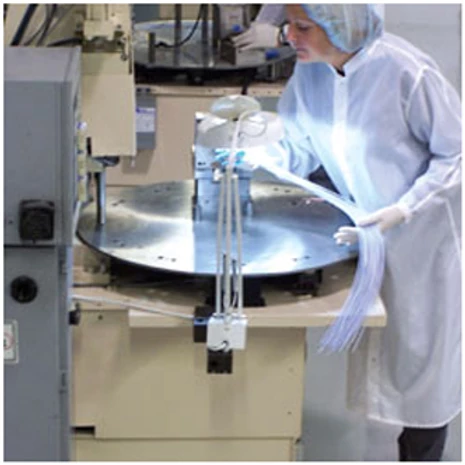
Generally, this manufacturing process is carried out on a machine specially designed and built to carry out a double injection in a single cycle. The first stage involves injecting one type of plastic into a mold. On completion of this insert molding process, the machine rotates the plastic mold automatically before injecting another type of plastic into the mold. This is what is known as overmolding.
Benefits of Overmolding
Overmolding creates a powerful molecular bond of the two substrates (one of which is usually hard while the other is soft). The ability to create a molded unit from two different types of materials in one process is the biggest advantage of overmolding vs. insert molding.
Overmolded material is often rubber or another thermoplastic. Overmolding can also be used as a double injection molding process resulting in a chemically bonded part. The types of products that are overmolded include retail products like toothbrushhes and scissors, as well as medical products such as cannulas, needles, tubing, and catheters.
Key Differences of Overmolding vs. Insert Molding
While Insert Molding and Overmolding share the fundamental concept of molding plastic around existing components, they differ in the number of steps involved and the nature of the resulting product. Insert molding is often a single-shot process, whereas Overmolding is a two-shot process.
The Role of Molds
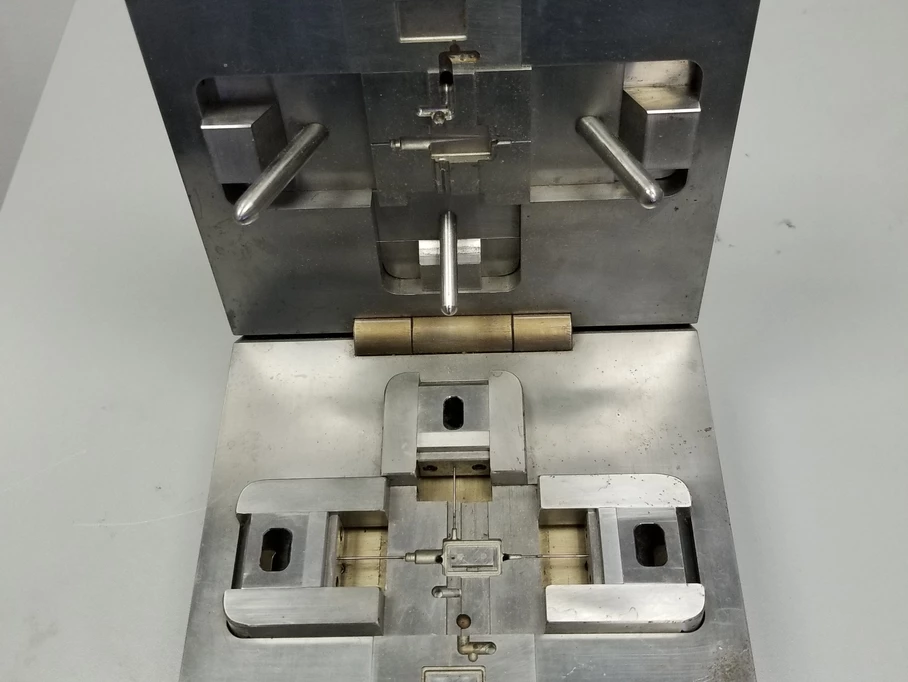
 In both Insert Molding and Overmolding, molds play a pivotal role. Mold components, including mold cavity design, pins, and alignment tools, guide the plastic during the manufacturing process. Selecting the right mold design is essential to ensure the desired outcome in terms of product quality and structural integrity.
In both Insert Molding and Overmolding, molds play a pivotal role. Mold components, including mold cavity design, pins, and alignment tools, guide the plastic during the manufacturing process. Selecting the right mold design is essential to ensure the desired outcome in terms of product quality and structural integrity.
Real Case Study: Building a New Medical Device With Insert Molding
Unique Challenge: In 1983, a Baxter engineer approached Aberdeen Technologies with a new medical device idea to create a heart catheter using insert molding.This had never been done before since all catheters were assembled using glue. This slow and inefficient process resulted in high rejection rates and hazardous adhesives for the medical products.

Our Innovation: We placed stainless steel mandrels through each extension and aligned them within a multi-lumen extrusion. Polyurethane was then insert molded into a manifold around the assembly. After molding, the mandrels were removed, leaving open passageways.
Initial Complication: The greatest challenge was ensuring the channels were not touching one another, which would result in leakage during a surgical procedure. The first design featured a flat "Y" shaped manifold. Unfortunately, keeping the mandrels from crossing paths during the insert molding process was difficult.
Insert Molded Solution: An alternative design was formulated which separated the extension lumens into a circular pattern, allowing for more space between the mandrels and preventing them from touching during molding. This was a success and today our solution is still utilized where there are more than 3 lumens in a catheter assembly.
Aberdeen Technologies’ Reputation: Today, Aberdeen Technologies continues to be a leader in complex insert molding parts while maintaining our ISO 9001:2015 quality certification. This pioneering work on the multi-lumen heart catheters stands as a testament to our commitment to innovation in insert molding and patient safety.

Post a comment